







Material Properties, Testing & Applications: Part 1
- Published: April 11, 2022
By Neal Michal, Principal, Converting Expert, LLC
This is Part 1 in a three-part series addressing what web properties are important. Parts 2 and 3 will discuss testing and applications.
Introduction
One rule of thumb is to tension a web at 10-25 percent of its yield point. Do you have tensile test data that describes the material yield point?
Another rule of thumb to reduce curl, is to laminate each layer with the same MD strain. Strain is a property of your process. How can you convert web tension to strain? Do you know your MD modulus?
There are many material properties. Many companies rely solely on ultimate tensile strength (UTS). Rarely does UTS correlate to how you should run your process or how it will convert at your customer’s site.
The caliper of high loft webs will vary dramatically thru roll and over time. Have you developed caliper tests based on the interlayer pressures your web will experience while stored in a wound roll?
To fundamentally understand poor lay flat (floppy, baggy, camber) one must develop computer models that predict MD stress that results in permanent plastic deformation. Do you know your ZD modulus?
Poor lay flat is associated with viscoelastic creep. Have you measured your MD and ZD viscoelastic properties? Are they linear or non-linear?
Do you make or convert scratch-sensitive films? If so, do you know the five coefficients of friction (COF): web to idler, web to driven roll, web to nip roll, web to winding drum and web to web? Do you understand how the band brake equation can be used to document them?
Today begins a three-part study of material testing. We will focus on traditional in-plane tensile properties. What are they? Why are they important? How does one develop tensile tests that provide repeatable results?
How can these properties be used to optimize existing processes, troubleshoot customer complaints or design higher value laminates? Let’s get into it.
Tensile Tests
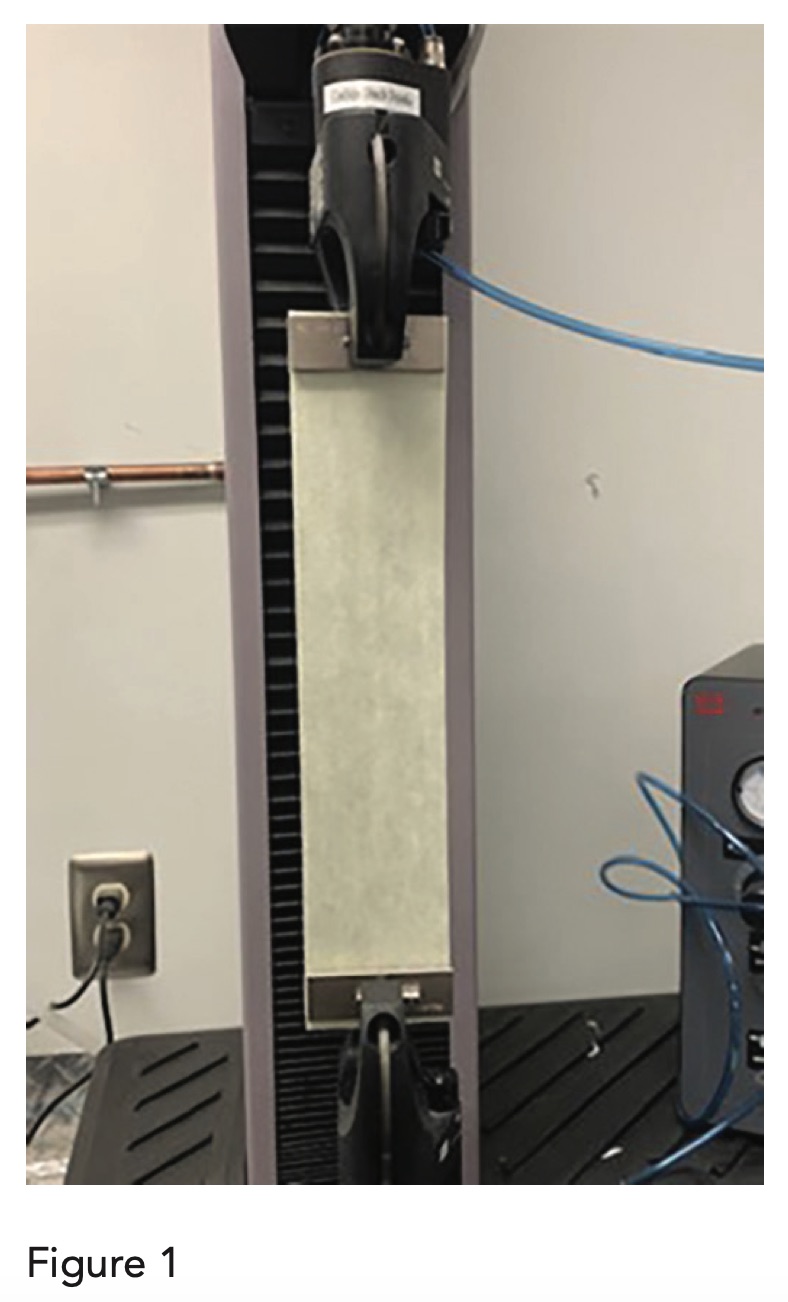
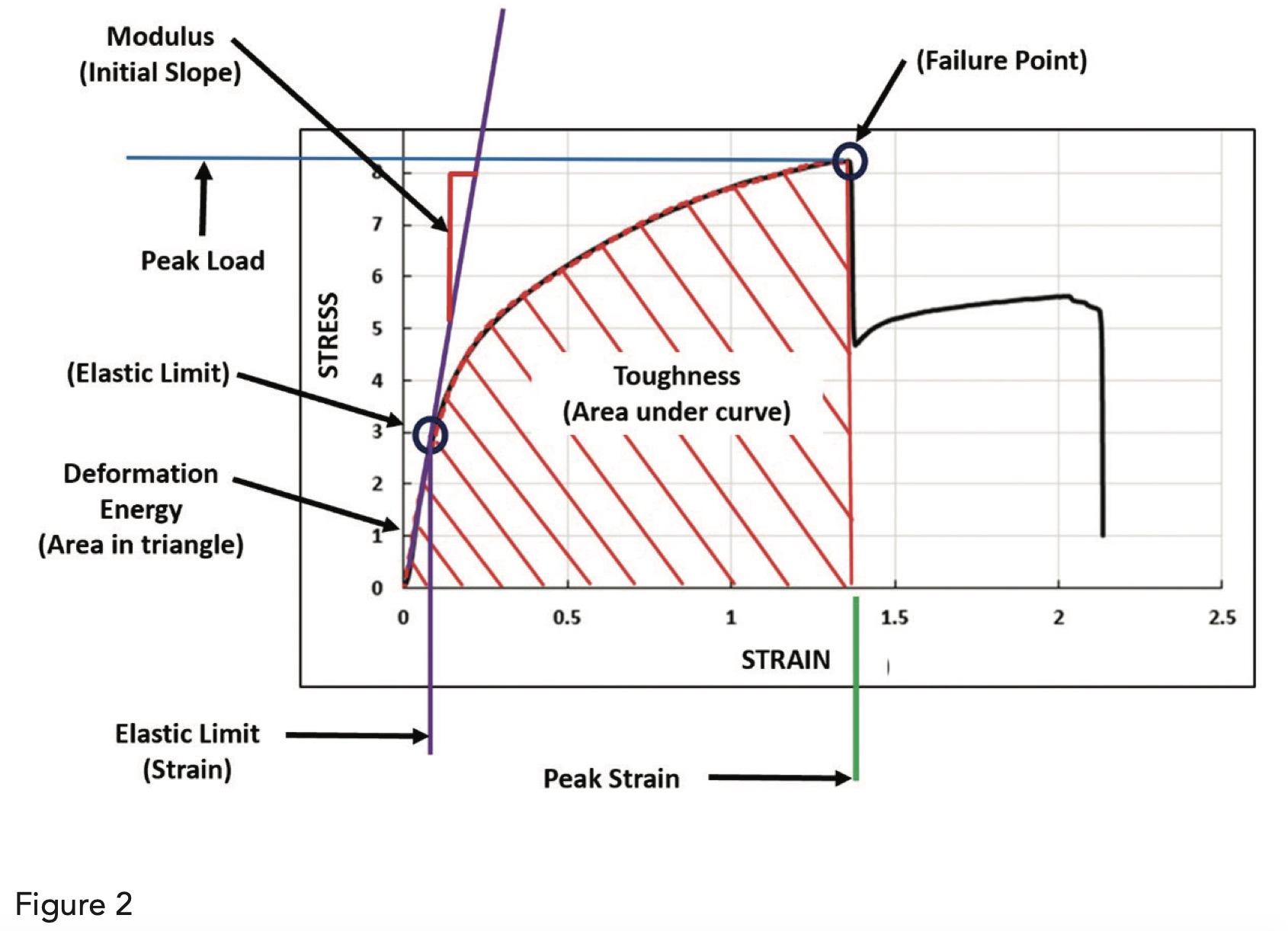
Figure 1 shows a common arrangement for a tensile test which includes two grips that hold the sample (coupon), load cell, electro-mechanical actuator, operator interface panel and computer to collect the load and elongation data. Software is used to convert this data to stress versus strain. Stress is load/cross sectional area. Strain is elongation/gauge length. Figure 2 shows a sample stress-strain curve for a ductile material.
Definitions
MD Modulus is the initial slope of the stress/strain curve. It has units of #/in^2 (PSI) or Pascals (Pa) Modulus is the “spring rate” of your web. As the coupon is elongated the stress will vary linear to the strain. Elastic Limit is defined as the point where the linear elastic behavior stops. Elastic Limit (aka Yield Point) has units of strain. Technically strain is unitless. However, it may be described as in/in, mm/mm or % which may provide additional understanding.
Ultimate Tensile Strength (aka “UTS”) is the maximum amount of force that the web can withstand before failure. It is described in units of force (pounds or newtons). It may be described in units of #/in (PLI) or N/m.
Toughness is the area under the stress-strain curve up to the failure point. Toughness (aka Total Energy Absorption) has units of inch-pound-force per cubic inch (in·lbf·in−3) or joules per cubic meter (J·m−3). Toughness represents how much energy a material can absorb before failure.
Deformation Energy is similar to toughness with the same units. It is the area under the curve up to the elastic limit.
Practical Considerations
What properties are important? It depends. Many materials are sold based on ultimate tensile strength. UTS is often based on the end use product. If your web meets the required strength and your process runs smoothly you are living the dream. Congrats. However, you might be incenting your competitors to sell cheaper materials to your customer.
Safety Alert regarding your material UTS: Is the mechanical design of your process strong enough to break the web long before the web breaks your process? You don’t want idlers breaking or being sheared off of their bases when your operators are threading up the machine. It happens. What safety factors should be used?
The annual challenge is to do more with less. It is common to see cost cutting goals of 8 percent year over year. Should you focus on reducing caliper (mass), running faster or reducing waste?
Management answered, “Yes, I’ll take all three.” Note – never offer all three concurrently.
The probability for wrinkles is inversely proportional to the ~ square of caliper (or mass). Wrinkles are ~ eight times more likely if you drop the caliper by 50 percent. If you want to run lighter webs, you better understand your elastic limit and deformation energy.
You will benefit from determining exactly where on the stress strain curve your process is currently running and where it should be for a new material.
If you are facing laminate curl issues you should calculate strain for each web as they enter the laminator. Strain is calculated based on the constituent web tension(s) and moduli.
If your customer experiences web breaks during splices you should focus on material toughness. It is often easier to increase elongation versus increasing the peak load. Using knowledge of material properties, you can trial different process settings to see how peak load can be exchanged for more elongation.
There are dozens (hundreds?) of other examples that we will not have time to discuss.
Conclusion
Your web properties are important. You should document them.
You should understand the entire stress-strain curve and the value for the parameters described above. Monitor how your properties change during each campaign they are produced.
If you are running films look for daily and seasonal temperature changes. If you are running paper-based products look for daily and seasonal moisture trends. If you are working with nonwovens, correlate your properties with the frequency of die cleaning and pack changes.
I hope you will return next month when we discuss important considerations for tensile testing. There is more than meets the eye.
About the Author
Neal Michal of Converting Expert is a well-known authority in web handling, process design and optimization. He worked with the Web Handling Research Center for 20 years. Currently serving as a technical advisor with AIMCAL, he can be reached at neal@convertingexpert.com or through www.convertingexpert.com.



