


Stepwise Process Fluid Coating
- Published: November 18, 2014
If you'd like to hear from Mark Miller's own lips rather than read his blog post, titled "Stepwise Process Fluid Coating," click on his podcast below:
{mp3}stepwise-process-fluid-coating{/mp3}
After a fluid is deposited onto a substrate anything can happen. While the fluid is balancing on the substrate and traveling to the curing section of the process, what will the fluid do? In this gap between the coating phenomena and the final cured state, the fluid may level out, de-wet or dry. Within each of these categories is a set of complex fluid dynamic calculations to determine the final state of the fluid in cured form. But let’s simplify the options for better understanding.
Leveling. With a fluid coated onto a substrate, the main drivers for leveling prior to curing include: rheology, gravity, substrate morphology and surface tension. Sometimes the fluid itself can overcome an irregular coating application. This self-leveling effect is a function of capillarity. The rate of capillarity and the point that curing occurs work hand-in-hand to develop the final structure of the solidified coating. Capillarity works to level the fluid quickly when the viscous forces control (low viscosity) and coating thickness is small. If the viscosity is high or overpowered by the elastic nature of the fluid and coating thickness is large, leveling of the fluid is slowed.
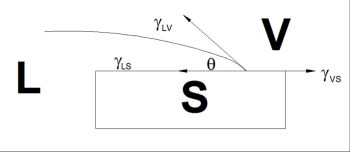 Dewetting. How the fluid interacts with the substrate can lead to one of three options: level and consistent fluid across the web, film advance or film retraction. In film advance, the liquid likes the substrate more than it likes itself and moves outwards on the substrate creating craters. In film retraction, the liquid likes itself more than the substrate and pulls in on itself to create bare spots on the substrate (pinholes). Film retraction is more common and can be shown when the edges of a liquid coating do not wet the substrate properly. This can continue until the liquid forms droplets on the substrate and not forming the intended continuous coating. The reasons for retraction include electrostatic forces, evaporation, capillary driven flow or surface tension gradients. To measure the effect of the coating on the substrate prior to production, the contact angle measurement should be completed. When the contact angle is calculated, the spreading coefficient can be determined. If this spreading coefficient is greater than 0, a liquid will spread and a film will form. If the spreading coefficient is less than 0, then the liquid will retract and droplets will form breaking up the fluid film formation.
Dewetting. How the fluid interacts with the substrate can lead to one of three options: level and consistent fluid across the web, film advance or film retraction. In film advance, the liquid likes the substrate more than it likes itself and moves outwards on the substrate creating craters. In film retraction, the liquid likes itself more than the substrate and pulls in on itself to create bare spots on the substrate (pinholes). Film retraction is more common and can be shown when the edges of a liquid coating do not wet the substrate properly. This can continue until the liquid forms droplets on the substrate and not forming the intended continuous coating. The reasons for retraction include electrostatic forces, evaporation, capillary driven flow or surface tension gradients. To measure the effect of the coating on the substrate prior to production, the contact angle measurement should be completed. When the contact angle is calculated, the spreading coefficient can be determined. If this spreading coefficient is greater than 0, a liquid will spread and a film will form. If the spreading coefficient is less than 0, then the liquid will retract and droplets will form breaking up the fluid film formation.
Drying. Ovens are ubiquitous in the coating world for both solvent and water based solutions. As the liquid evaporates and the solid coating is formed, many defects can occur. Drying after the optimal point in the oven can lead to excess shrinkage and increased stresses. These stresses can exhibit as peeling, cracking, curling or starry night. Self-leveling can be hampered by drying too quickly. Care needs to be taken to allow for the fluid to relax after the compressions added through coating. Even after allowing for fluid flow and leveling, solvent evaporation from the surface and diffusion through the solids may cause further stresses if pushed too quickly. Surface evaporation is relatively fast, but diffusion can be slow and onerous. Diffusion issues can lead to variations in solids concentration through the depth of coating. Balance of time, temperature and material selection for the process is important.
Defects in the final coated product may be a result of the coating step in the process, the curing step, or the fluid flow phenomena in between. The approach could be to look at the materials or the process. With material improvement, adding solvent or surfactant to the fluid or treating the substrate may improve fluid flow. With process improvement, changing curing energy levels or residence times may improve flow phenomena. Identifying the critical areas of defect formation lead to an understanding in defect reduction and elimination. So keep your eye on every step in the converting process.
γLV cosθ + γLS = γVS
(Young’s equation)
γVS – γLS – γLV = S
(S = spreading coefficient)
S > 0 = liquid will spread and film will form
S < 0 = liquid will form droplets and film will break up
