





The Benefits of Ozone in Extrusion Laminating
- Published: March 02, 2015, By Tom Bezigian
Despite many good technical papers, and its availability for more or less 20 years, many people are either unaware that it exists, unconvinced of its effectiveness, or afraid of the word "ozone". I hope to correct and dispel all three of these possibilities.
Ozone pre-treatment of the molten polymer web in extrusion laminating appeared as early as the mid 1990s, and is documented in the book I wrote/edited for TAPPI, in a chapter written by Phil Sherman of Sherman Treaters (http://www.tappi.org/Bookstore/Books-CD-ROMs/Books/Polymers-Laminates/Extrusion-Coating-Manual-Fourth-Edition.aspx, Chapter 10, pp77-87).
Erkki Laiho et al of Borealis Polymers wrote a brilliant chapter on a related subject, comparing flame, corona & ozone pre-treatment and the need for one, the other, or all three (Ibid, pp 89-97).
These two book chapters stand testament to ozone pre-treatment technology on their own. Since then, numerous technical papers have been presented on the subject by by many competent authors such as Rory Wolf, Cheney & Markgraf, and others. For example see:
http://www.tappi.org/content/events/10place/papers/wolf.pdf
or
http://www.tappi.org/content/events/07place/papers/wolf1.pdf
or
"OZONE FOR IMPROVED ADHESION IN EXTRUSION COATING", Stuart Greig, Corona Supplies Ltd., Nov. 2011
You may have seen this photograph in advertisements by Enercon. It is from the extrusion coating line at Great Lakes Technologies in Syracuse, New York, a company I founded in 1997. The ozone applicator is the orange bar just above the blue nip roll, adjacent to the molten polymer.
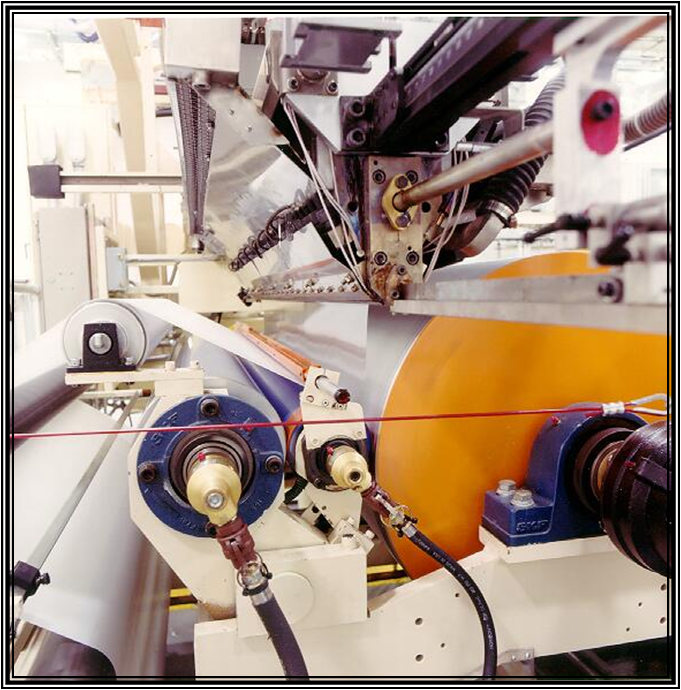
Photo courtesy of Tom Bezigian
As described in the papers cited above, the use of ozone priming of the molten polymer web provides dramatic improvement in adhesion, as well as the possibility to reduce melt temperature. Reduced melt temperature allows for improved organoleptic properties (reduced odor and taste) in the coating, reduced shrinkage of polymeric substrates, and reduced energy consumption in the extrusion process.
Quite often, in the extrusion coating process, the valve adapter is used to increase melt temperature and oxidation of the molten polymer, thereby providing improved adhesion to the substrate. It does so by increasing the amount of shear the polymer sees in the valve. Increased shear increases friction and pressure in the process, and subsequently increases melt temperature. In the process of doing this, polymer oxidation and degradation are common. The addition of oxidized species, especially aldehydes, negatively contribute to organoleptic properties of the finished product. This is critical in food packaging, for example, in coffee packaging laminates.
Referring back to the Laiho paper cited above (also found at http://www.tappi.org/Bookstore/Technical-Papers/Conference-Papers/1997/PLC97/Flame-Corona-Ozone-Do-We-Need-All-Pre-Treatments-in-Extrusion-Coating-1997-Polymers-Laminatio.aspx), the use of ozone priming of the molten web in conjunction with corona pre-treating is synergistic in their effect on adhesion. It has been found that melt temperatures can be reduced from 330°C to 285°C while maintaining excellent adhesion to the substrate.
So... why don't more companies use it? In my experience, there are two reasons. In the USA, their is fear of and hesitance to use ozone in the process. This fear is unfounded, as I have personally could not smell ozone when immediately adjacent to the die, despite my hypersensitivity to ozone.
Secondly, I find overseas, especially in Asia, that many people are simply not aware that the technology exists.
Hopefully, this article solves both of those concerns.



