


Troubleshooting Defects in Extrusion Coating
- Published: March 08, 2021

By E. J. (Ted) Lightfoot, Ph.D. , Contributing Writer
Extrusion coating is typically the most cost effective coating method for long runs of melt processable material and tends to be used for commodity applications. Quality plays a different role for commodity products than specialty products. True commodity markets are hypercompetitive. Where premium pricing of specialty products depends on differentiated features, any differential pricing on commodity products usually reflects quality.
Defects can represent an excursion from normal operation or reflect the limits of your process capability. In the first case, your goal is to get back to normal operation. Troubleshooting needs to be quick, efficient, and easy to implement. Projects to reduce the normal level of defects often take longer and will be discussed separately.
Operators should have a troubleshooting guide that gives a list of concrete actions they can take to resolve the “usual” defects. The guide should give boundaries to ensure safe operation and prevent damage to the equipment. You also want to document their efforts and limit how much they try before seeking help: troubleshooting gets expensive. The most comprehensive guide to stary with is the TAPPI Ultimate Web and Roll Troubleshooting Guide[1]. Not only will this help you deal with the usual defects, it can help with some unusual defects as well.
But there are three issues with published guides. First, they contain only public knowledge: more is known than has been published. Second, these guides are generic: your guide should be specific to your products and your line. Finally, while experienced people are likely to get the right diagnosis when consulting a guide, the greener people are, the less likely that becomes. The cost of pursuing a missed diagnosis can be high.
A more robust approach to dealing with unusual defects, given today’s high employee turnover, is a database of quality issues keyed to the attributes of the defect. Table 1 shows a basic defect classification scheme (your markets may require other attributes, categories, and layers). There are three reasons all quality excursions should be characterized and recorded in a database. First, the database provides continuity: an experienced engineer may remember a similar situation from years ago, a new hire cannot. Second, the database aids diagnosis: the questions and characterization you need to put the problem in the database will lead you to root cause and tell you how to resolve the majority of defects. Third, the database helps management track the cost of poor quality (so all incidents should go in the database).
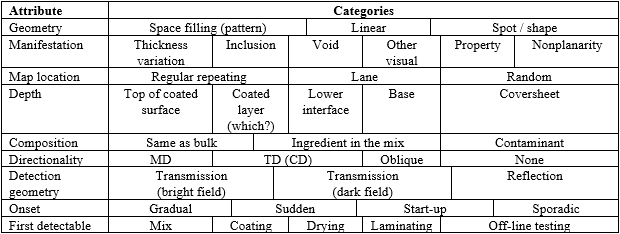
Table 1- Sample top level defect classification scheme
The database can show all similar previous cases, see what was tried before and what worked. For example, a rough pattern on the surface could be melt fracture or sharkskin. An experienced eye might know which; a new engineer may not. Should you add a slip agent or slow the line down? Slowing down will eventually work – but productivity is critical too. You can experiment, or, if you have a database, you may find out that slip additives have been tried before and never worked with this resin, the problem is correlated to polymer lot and speed. That would set you a step ahead on a different path.
The first question to ask when figuring out what happened is “what changed?” That can mean simple detective work (checking lots etc.). But there are other tools that find and alert you to changes before you get into trouble. The sooner you become aware of a shift, the less yield loss you are likely to take.
Statistical process control can be done on paper, but SPC software packages are available to save labor. Techniques like CUSUM (cumulative sum) provide early warning as the process starts to shift.
The remaining options discussed here are sometimes called “advanced process analytics”. Process historians monitor process settings and conditions (from the DCS or PLC) allowing you to compare how the product is running today with how it ran in the past. There are also measurement techniques that can alert you to mechanical issues. Vibration analysis is very effective at diagnosing wear in bearings or other rotating equipment. You can relate the frequency of any vibration to specific pieces of equipment (e.g., bearings). Machine direction gauge measurements can also be passed through a Fast Fourier Transform to produce a “spectral signature” for the line running a given product. A change at some frequency offers the same warning as vibration analysis, but is monitored continuously. The normal on-line instruments for product release are also useful. Transverse (cross) direction gauging will often detect specific gauge defects (like “spiking” – something blocking the flow inside the die). Of course, on-line optical inspection can be used to control chart defect levels (although you need to set them up properly to prevent a rash of false alarms), show real time images of the defects and where they occur (e.g., are they in a lane?).
Does this always work? No. Usually you can control the “usual” defects with a troubleshooting guide. Usually, the diagnostic questions and database will connect you to helpful history and give enough understanding to resolve the unusual defects. Usually, the advanced process analytics will pinpoint problems early. But sometime, none of this works. In that case, you need to move on to the techniques for defect reduction projects (which will be discussed in a future article).
About the Author
Dr. E.J. (Ted) Lightfoot has worked in coating, drying, laminating, and film casting for over 35 years. He has experience in R&D, plant support, as a Six Sigma Black Belt for Growth, and application development (helping customers develop processes and structured products). He is a consultant , writer, speaker, and gives short courses. He is the Chapter Editor for “Extrusion Coating and Lamination Defects”, in the Ultimate Web and Roll Troubleshooting Guide. Ted can be reached at This email address is being protected from spambots. You need JavaScript enabled to view it.. www.TedLightfoot.com.
[1] Ultimate Web and Roll Troubleshooting Guide, R. Duane Smith, Ed, Atlanta: TAPPI Press 2013
