


The Secret Strain
- Published: December 31, 2005, By Timothy J. Walker, TJWalker & Assoc.
Web Handling
What is strain and what’s so secret about it?
Strain is the dimensional change of a material as it is tensioned, loaded, stretched, or compressed. Strain is the dimensional difference between the at-rest, unloaded material and the in-process, stressed web. Strain can be either positive or negative.
Strain is multi-directional, occurring in the length, width, and depth or thickness direction of any material. When you tension a web, it gets longer (a positive strain change) in the machine direction but also narrower widthwise and thinner (both negative strains).
Strain is a secret because it’s not easy to measure. There is no dial on the converting machine that says “strain.” Strain is often so small it seems insignificant. Typical strain in a tensioned polyester or paper web may be as low as 0.0005. That’s five-hundredths of a percent.
Why is strain a key secret to understanding web handling?
Understanding web strain is behind tensioning and tension variations from roller alignment, roller diameter variations, or web bagginess. Web strain explains why wound rolls on the same winder can turn out so different.
How is strain important to web tensioning?
Most webs are elastic, so there’s a direct relationship between tension (stress) and strain. The web elongates when tensioned. Or you can reverse this relationship and develop tension by controlling elongation. This second approach is used when tension is controlled by adjusting roller speeds, what is called either draw or ratio control. How much tension upset you will get from a 0.1% speed control error depends on the material. In short, tensioning is all about controlling web strain.
Is the strain from tension uniform across the web?
Yes, if we could run a perfectly uniform web on a perfect machine, but we know neither is perfect. Tensioning controls the average tension or strain, but it’s important to think about crossweb tension or strain variations. Many problems come from crossweb variations, such as wrinkling and lateral motion.
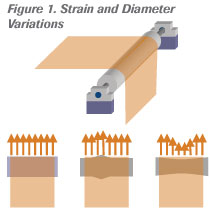
How is strain important to specifying roller alignment, deflection, or diameter variations?
Since the web is elastic, it will stretch and contract in response to web path changes from roller alignment and diameter variations. If your average strain is 0.001 (that’s 0.1%), it doesn’t take much roller misalignment or diameter variations to create a 50% crossweb tension variation. So if you have a web span of 30 in., then a 15-mil misalignment will create a 50% tension swing. If you have a 6-in. dia roller, 6 times 0.0005 (which is 50% of the average strain of 0.001) is only 3 mils to create a 50% tension swing. (see Figure 1).
Looking at these small numbers, 15- and 3-thousandths of an inch, shows why your web handling equipment requires precisely machined and aligned rollers.
How would a different web react to these same strain changes?
If your web is averaging 1% strain (ten times more stretch), the roller misalignment and diameter variations would have to be ten times greater to cause the same level of tension variation. More web strain directly translates into more forgiveness of equipment variations.
How is understanding strain important in wound roll tightness? To figure out most winding defects, you have to understand the strains and strain changes inside a wound roll. Winding seems like an additive process, like stacking bricks, where each new layer would exert the same load to the bottom of the pile. If you don’t consider strain, it would seem logical that 10 layers would cause a 10-time increase and 1,000 layers would increase internal roll pressure 1,000 times.
This analysis grossly overestimates the pressure buildup in winding. It doesn’t account for compression and strain losses. As new layers are added to a winding roll, they compress the core and previous wraps of web. A wrap is put on the roller at a given radius, tension, and strain. As more wraps are wound, the pressure from those layers will compress the earlier wraps, compressing them toward the core. As any wrap is compressed toward a smaller radius, its tension will drop and contribution to roll pressure will drop.
How much will tension change from roll compression?
Following the web strain will provide the answer. It depends on the percent compression relative to the web strain from initial wound-on tension. If a layer wrapped at a radius of 2 in. is compressed inward 20 mils, this is a 0.1% strain change.
Similar to the roller alignment or diameter variations described earlier, on a product with high strains, this will have a small effect. For a product with low strains, the roll’s radial compression will have a big effect. For a web initially wound onto the roller with 0.1% strain, that drops the tension of that layer to zero.
This relationship of how much a product strains from tension and how much strain is lost in compression is at the heart of many wound roll problems. Too little strain loss leads to overly tight rolls with more blocking and bagginess. Too much strain loss, and it’s hard to get rolls tight enough, causing cinching and telescoping.
How does strain help understand what happens between nip rollers?
Nip rollers are the most complex strain analysis challenge. We use nips to put pressure on the web for laminating, embossing, or metering a coating. Nips can squeegee air for laminating and winding. Nips also will elongate the web like cookie dough under rolling pin. This machine direction stretch may be elastic, but for high-strain nips like calenders, nips can induce a permanent deformation.
Like tensioning, it is easy to understand average nip pressures, but the problems most often are caused by crossweb variations. Again, since strains often are between 0.1% and 1%, this would be only a 3–30 micro-in. thickness change in a 3-mil web. Even the smallest of roller or web variations would create giant pressure variations.

Compliant rollers are used to reduce the pressure variations from small errors in misalignment, deflection, diameter, or web thickness. How much the compliant roller forgives depends on the covering thickness and modulus. If a 0.5-in. thick covering compresses 6% at the nip point (30 mils), then a 3-mil variation will cause a 10% pressure swing. (see Figure 2). Our process is much more forgiving when a problem is seen at 3 mils rather than 3 micro-in. (a 1,000:1 difference).
Are there more secrets of strain?
Strain in winding and nipping is more complicated than I’ve described here. Other secrets include how strain transport controls tension (see PFFC’s “Web Lines” columns of May and June 2005) and how strain controls slitting fracture and abrasion. But as with many secrets, I can’t reveal them all right now.

Timothy J. Walker, author of PFFC’s “Web Lines” column and has 20-plus years of experience in web handling processes. He specializes in web handling education, process development, and production problem solving. Contact him at 651/686-5400; This email address is being protected from spambots. You need JavaScript enabled to view it..
The views and opinions expressed in Technical Reports are those of the author(s), not those of the editors of PFFC. Please address comments to author(s).
