


Basics: What Are the Key Process Variables of Winding?
- Published: May 03, 2013, By Timothy J. Walker
Have you ever heard of the TNTs of winding: Tension, Nip, and Torque? I'm not necessarily a big fan of this cute and catchy acronym, but it does help to describe what variables are important to a winding roll. I think the advocates of TNT come mainly from the paper industry based on their experience with two drum surface winders. Tension is the web tension upstream of the winder. Nip is the normal force between the winding roll and the surface drums.
But what is torque? Torque is the ft-lbs (or N-m) applied to the second drum. In two drum surface winders, this torque is important to cinch up the initial layers of a winding roll.
 Let's back up a little. What does the winding roll care about? Stress and strain. One of the easiest ways to understanding winding is to imagine creating a roll as a series of tensioned hoops. You start with a core, add one tensioned hoop of material (like stretching a rubber band around a tube), then add another on top of the first hoop, then add another, and another, etc. Each of the hoops will add to the stresses and pressures within the building roll. Each layer has an initial length, tension, and radial position.
Let's back up a little. What does the winding roll care about? Stress and strain. One of the easiest ways to understanding winding is to imagine creating a roll as a series of tensioned hoops. You start with a core, add one tensioned hoop of material (like stretching a rubber band around a tube), then add another on top of the first hoop, then add another, and another, etc. Each of the hoops will add to the stresses and pressures within the building roll. Each layer has an initial length, tension, and radial position.
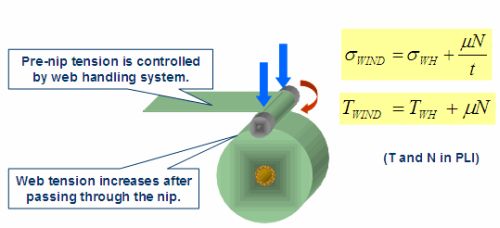
Where do the TNTs come in? The tensions, nip forces, and torques of winding determine the initial condition of each layer (or hoops, if you will) as they are added to the winding roll.
Imagine starting with a 3.5-in. OD tube. Take a 3.0-in. diameter rubber band and stretch it onto the tube. Now take four more 3.0-in. diameter rubber bands, stretch them, and add each on top of the earlier bands. You can imagine that the pressure exerted on the core could be five times the pressure from one band.
Now repeat this experiment, but do it with smaller rubber bands, say of 2.0 in. diameter. You will have to exert more stress to get the first rubber band out to 3.5 in. diameter, resulting in more pressure on the core. As you add four more 2.0-in. diameter bands to the others, you will again create a core pressure around five times the pressure of the first band and quite a bit higher than the pressure in your first experiment with 3.0-in. diameter bands.
So, what are the critical variables in the tightness of these rubber band rolls?
- Tensile stress required to stretch the hoop onto the core.
- Number of layers added to the core.
*In this experiment there was no nip or torque, just tension.
